
Rare Element Resources is working to establish US-based rare earth production using innovative recovery and separation technology.
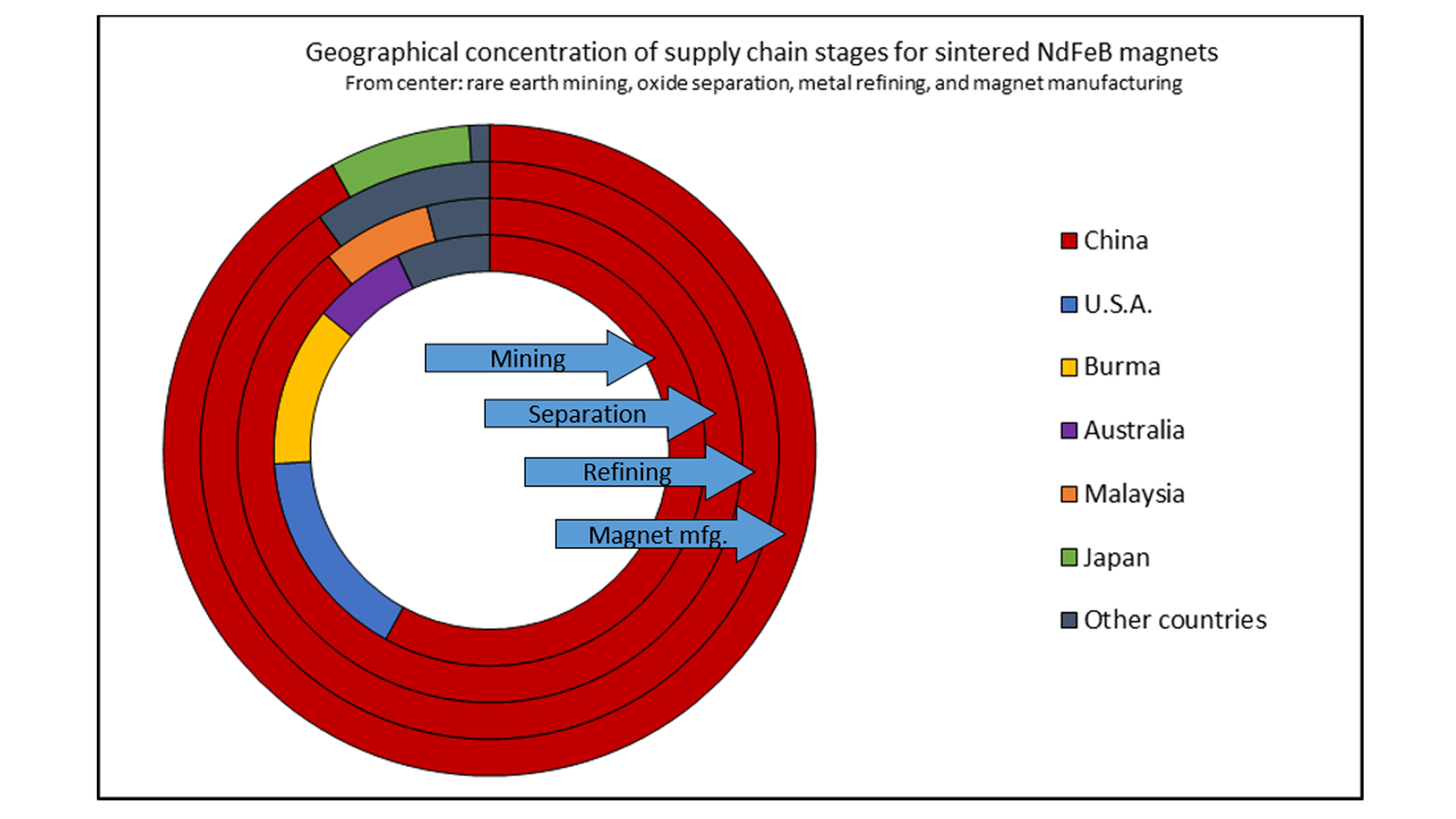
Forty years ago, China understood something long before the rest of the world – rare earths were going to drive the future of technology. This realisation led to a calculated strategy to establish control of the up-and-coming rare earth market – from mines to magnets. This critical mineral monopoly, with over 85% of the processing and separation and 92% of the rare earth magnet production, has given China unfettered political and economic power, not to mention access to intellectual property and emerging technology from companies who had no choice but to relocate manufacturing to China to ensure a reliable supply of rare earths.
This provides China with increased control of pricing and market supply, providing a stronghold that creates economic and strategic advantages and prevents market entry by the competition. Their control has allowed them to weaponise the export of products throughout the supply chain to force political priorities – as they did to Japan in 2010 after a fishing boat conflict near the contested Senkaku/Diaoyu Islands – undermine diplomatic channels, control economic diversification, and threaten the national security of other nations.

Rare earth applications are everywhere
To appreciate the effects of China’s dominance, one must appreciate how prevalent rare earths are in our everyday lives.
Every computer, every cellular phone and most of the controls for the systems in your car, as well as your home and office equipment, depend on rare earths. That is just the beginning.
Defence applications include laser weapons, satellite communications, sonar and guidance systems, and stealth technology.

On a broader basis, they are used in medical imaging technology, catalytic converters, petroleum refining and nuclear control systems and are crucial in the evolving green technologies that are essential to reaching global carbon reduction goals, such as electric cars and direct-drive wind turbines.
Rare earths’ unique characteristics enhance the performance of other metals, allowing products to be smaller and more efficient. The quantity of rare earths used in high-tech products is, in fact, very small but is almost always critical to the unit’s performance.
A typical smartphone uses seven rare earth elements for functions ranging from the coloured screen to its speakers to the miniaturisation of the phone’s circuitry.
While each of the 17 rare earth elements has important applications in everyday life, the most important elements necessary to reach decarbonisation goals and those required for defence applications are found in a permanent magnet motor. Neodymium/iron/boron (NdFeB) magnets are used in electric synchronous traction motors, which are key components for both electric vehicles (EVs) and direct-drive wind turbines.
These magnets have the best power-to-weight ratio of all magnets, allowing the motors to be lighter and more compact. They are also corrosion-resistant, can operate at high temperatures and resist demagnetisation. They are the strongest type of permanent magnet available commercially. The magnetic energy value is approximately 12 times greater than ‘ordinary’ ferrite magnets by mass. Dysprosium (Dy), praseodymium (Pr), and terbium (Tb) can also be added to NdFeB to change the performance properties of the magnets.

Rare Element Resources can help to reduce the risk
Rare Element Resources (RER) has two important things it brings to the table. First is an innovative rare earth recovery and separation technology that has successfully produced separated rare earth oxides, demonstrating economic and environmental improvements over traditional recovery methods.
The second is the Bear Lodge Rare Earth project in northeast Wyoming – one of the most advanced and significant rare earth deposits in North America. Bear Lodge is rich in rare earths critical for the high-strength, permanent magnets that drive a majority of new technology applications.
Innovative rare earth recovery technology – working with outstanding partners
RER’s technological advancements are a direct result of its collaboration with General Atomics (GA), a private defence and diversified technology industry leader. GA has assembled a team of some of the best scientists and engineers in the industry to advance what was a novel concept into a working reality.
Today, the GA-led team, which includes financial participation from the U.S. Department of Energy (DOE) and the Wyoming Energy Authority, is constructing a $44m rare earth recovery and separation demonstration plant in Upton, WY. This plant will process already stockpiled materials from the company’s Bear Lodge project. It will allow the scaleup of the technology, providing an opportunity for additional testing and refinement while generating the design and economic data for commercial-scale production.
GA’s involvement in RER has allowed the company to move forward more expediently than it could have achieved alone. Acutely aware of the importance of rare earths in defence and commercial applications, GA understood early on how critical it was going to be to develop secure, domestic sources of rare earths.
In support of that, they took an equity position in the company in 2017. Since then, GA has increased awareness of the company and the Bear Lodge project and ensured alignment with the strategic interests in the key industries of defence and energy.
As allied nations pursue multiple avenues to address the economic, environmental, and security risks identified as critical in the global rare earth supply chain, RER and GA continue to make major advancements in modernising recovery technology.
Innovative rare earth recovery technology – a new approach long overdue
Traditional rare earth recovery methods have long been criticised for the quantity of water required and the amount of waste generated. China’s rise was supported by its willingness to trade environmental protection for commercial dominance. With the robust regulatory requirements of operating in the US and other allied countries, it was clear a different approach would be required.
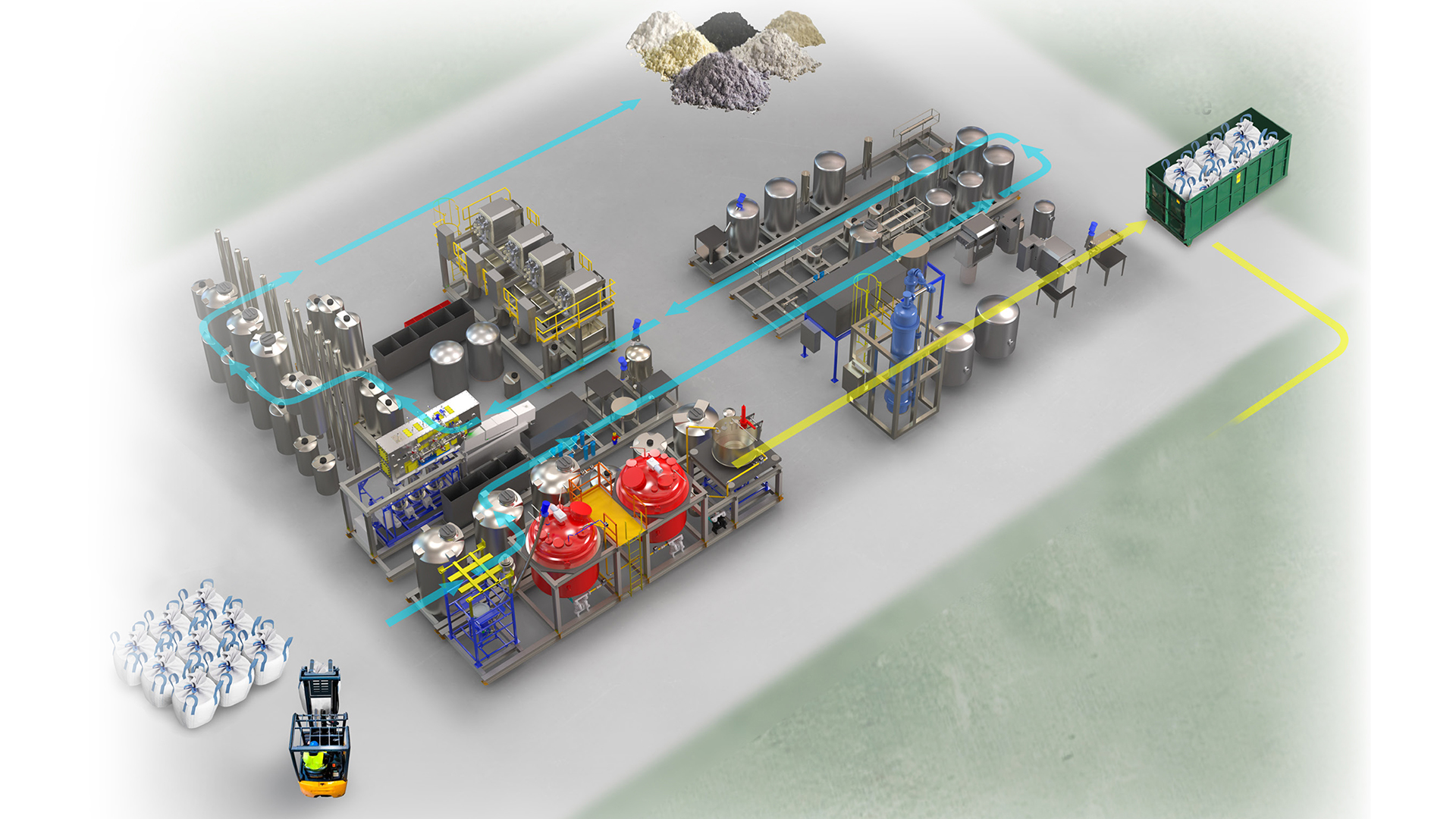
The four-step recovery and separation technology, initiated by RER and advanced by the GA-led team, is a closed system and is designed to be a zero-discharge process. This means that a majority of the water and chemicals used in the process are recycled through the system, which is expected to result in both environmental and economic benefits. The team has also augmented the process with advanced control systems for discrete optimisation of each stage of the process.
Two pilot plant tests were completed in Germany in 2022 at a GA affiliate. The focus was on producing a commercial-grade separated neodymium/praseodymium (Nd/Pr) product – an essential component of high-strength, permanent magnets and the elements expected to experience the highest demand growth over the next 30 years as countries move to reduce their carbon footprint.
The work resulted in not only a >99.5% pure Nd/Pr product but also demonstrated the ability to separate other rare earth elements, including lanthanum (La). Additionally, two concentrates were produced, one that included samarium (Sm), europium (Eu) and gadolinium (Gd), or SEG, and one that included the heavy rare earths, or HREEs.
The success of this work resulted in the decision to proceed to a demonstration-scale plant, which is currently under construction in Wyoming. Scaling up the technology will allow for additional refinement of the process, create the framework for commercial production, and provide the opportunity for further innovation. GA, with its strong history of bringing new technology to commercialisation, is leading the way.
On a parallel track, the company is pursuing the development of the Bear Lodge project, which will be an excellent long-term, secure source of key rare earth magnet materials.
Bear Lodge project – rich in magnet materials
Over the last decade, RER has assembled an extensive body of geological data that confirms the Bear Lodge project is one of the richest rare earth mineral deposits in North America when looking at the essential magnet materials. This not only includes Nd/Pr but Dy and Tb, both of which have specialised magnet uses. With over 500 drill holes completed, resulting in over 285,000 feet of core, the deposit is well-delineated with additional drill targets already identified. This work positions the Bear Lodge project to be well ahead of other proposed mining operations.

Equally advantageous to the Bear Lodge project is its location in Northeast Wyoming. Wyoming is well experienced in resource development, and its present-day ‘all of the above’ energy strategy lends support to multiple critical industries like ours. The Bear Lodge project is located with easy access to important infrastructure such as rail, power, roads, and natural gas. The State is pro-business, has a readily available and highly skilled workforce and a business-friendly tax structure.
Furthering its commitment to job creation and economic diversity, Wyoming has been active in support of RER, including a financial commitment of $4.4m towards the construction and operation of the demonstration plant.
Moving forward on two fronts – right technology, right project
Construction is underway on the demonstration plant, located in Upton, Wyoming, near the Bear Lodge project. The DOE is involved and has committed $21.9m towards the project to date. The purpose of the demonstration plant is to advance the design and economics towards the commercialisation of the innovative separation and recovery technology. Site construction is expected to be completed in mid-2024. Plant equipment is currently being assembled offsite parallel with the upgrading and remodelling of an existing industrial site to expedite the commencement of operations.

Team members from across the globe will be onsite to test, refine, and enhance the separation and recovery technology. Mineralised material from the Bear Lodge project will be used as feed for the plant, which is expected to operate for eight to ten months. The 700-ton (635-tonne) sample is expected to produce approximately 15 tons (13.6 tonnes) of 99.5% pure Nd/Pr at the desired recovery of 92 – 97%.
RER is currently advancing an updated resource model for the Bear Lodge project with a clear focus on critical magnet materials. Discussions will continue with stakeholders regarding the planned resumption of Bear Lodge permitting activities. And when available, the economic data generated from the demonstration plant will be used to complete feasibility work and establish a pathway for commercialisation.
Recent progress has been significant, but there is still much work to be done. Beginning construction on the demonstration plant was in part a reflection of a growing awareness of the necessity for developing secure, alternative rare earth supply sources, but also evidence of what can be accomplished when industry and government partner together and work towards a common goal.
Addressing the issue together
Leaders from agencies across the governments in allied nations, as well as the private sector, continue to join forces to address the challenges and opportunities within the rare earth supply chain. In the US, stalwarts from the military sector and officials from the Departments of Defense, Commerce and Energy are working to develop a framework to support a nascent but critical industry essential to reduce dependence on China.
With the acknowledged advantages Chinese firms hold in terms of tax and trade, coupled with their access to lower costs in labour and energy, it is important that each step in the process be thoroughly evaluated to ensure that supports are in place to build a stable, long-term, secure supply chain.
Development of the Bear Lodge project and commercialisation of the company’s innovative recovery and separation technology are clear steps in supporting the goal of both independence and security.
Please note, this article will also appear in the seventeenth edition of our quarterly publication.




